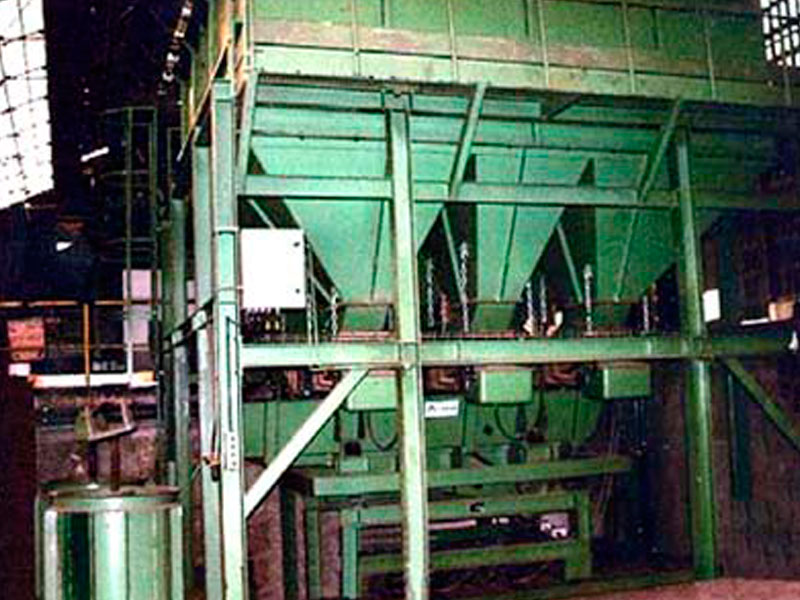
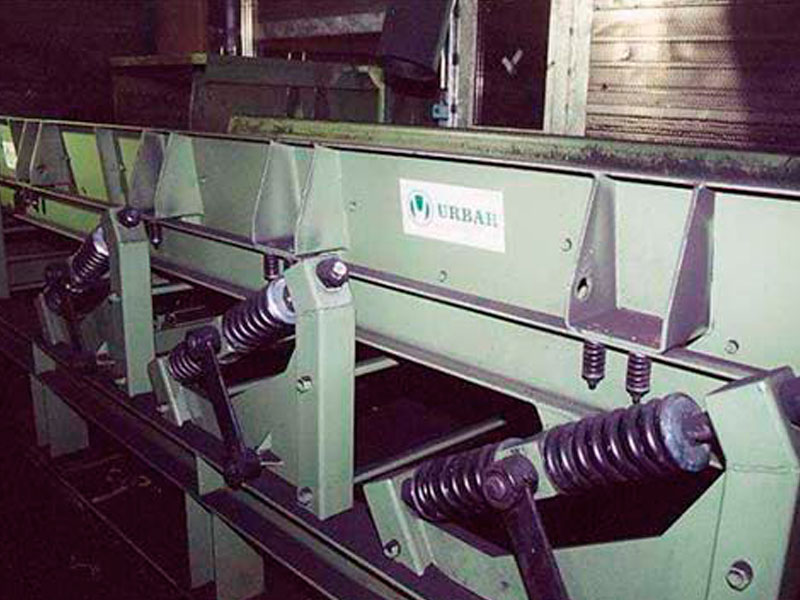
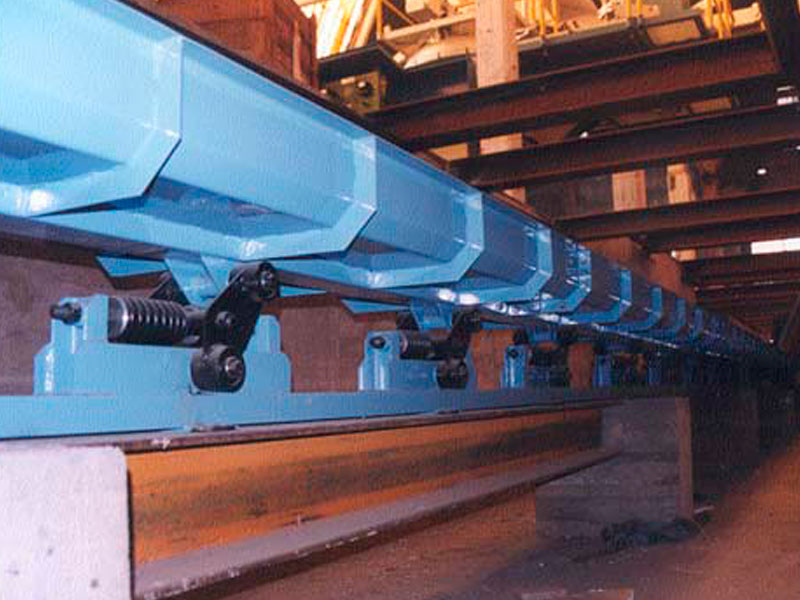
6 junio, 2016 azuanet Metalurgia y fundición Instalaciones de carga Cargadores de hornos Instalación de almacenaje, dosificacación y pesaje de aditivos Recepción de moldes Transporte de piezas y arenas Desmazarotado de piezas Carga y extracción de piezas a la granalladora Desmoldeadores en continuo Instalación de desmoldeo y recuperación de arena